引起沖床模具跳屑的因素有哪些?
引起沖床模具跳屑的因素有哪些?
沖壓模具行業,在實際生產中經常會出現跳屑現象,給現場調試生產帶來很大麻煩。此問題經常導致沖壓件外觀不良,導致模具很難量產,大大降低了生產效率。那么什么叫跳屑呢?
跳屑概念:高速生產中的模具,沖裁完成后,模具開模時沖頭把本留在刀口的廢料沖帶到模面叫跳屑。廢屑將會把產品壓傷,嚴重導致外觀不良。
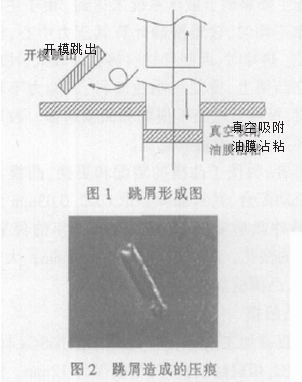
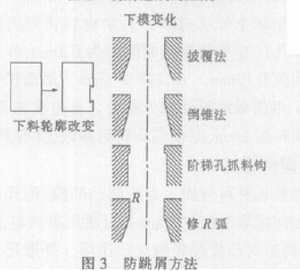
引起沖床模具跳屑具體分析:由于高速沖切時,凸模沖入材料,造成凸模端部與材料間呈真空狀態,故沖切后料片隨之吸附跳出凹模。造成行進間的料帶壓傷及變形。其沖切的輪廓形狀、間隙、材料特性及厚度、沖切油選用及用量、沖切速度、刀口利鈍、沖切深度等都是影響跳屑的主要因素,以下模披覆和空氣吸引最為常用,另有落料錐度的變化、吹氣法、凸模端面變化法、頂料桿設制、下模抓料法、下料輪廓變化法、下模刃口修角法及吃入深度等調整法視情況搭配使用。