



沖床廠家介紹夾式送料機的安裝步驟
沖床廠家介紹夾式送料機的安裝步驟
夾式送料機是以高速沖床輸出軸相連的時歸皮帶為動力的,送料速度最高可達1200次/min,可完全實現以高速沖床同步沖壓送料之目的,其獨有的高速度、穩定性及超長的使用壽命是其它各類送料機無可比擬的,當然要想真正發揮出其使用價格,實際使用時還需根據高速沖床沖壓的材料寬度、厚度、步距要求進行精細化的調整,山東沖床廠家技術人員介紹說。

高速沖床
夾式送料機搭配高速沖床時操作步驟主要分為五步來進行:
第一步、根據高速沖床安裝模具的高度,設定好夾式送料機的材料線高度。
在夾式送料機固定座上置放材料,手動閥:ON(NO.1)夾住材料,使材料下緣與模具同高或略高0-0.1mm。
第二步、設定好夾式送料機送料時間。
高速沖床:355度,送料機:送料至0(按沖床運轉方向,轉動皮帶輪,把副尺移卻至本尺0對齊)。
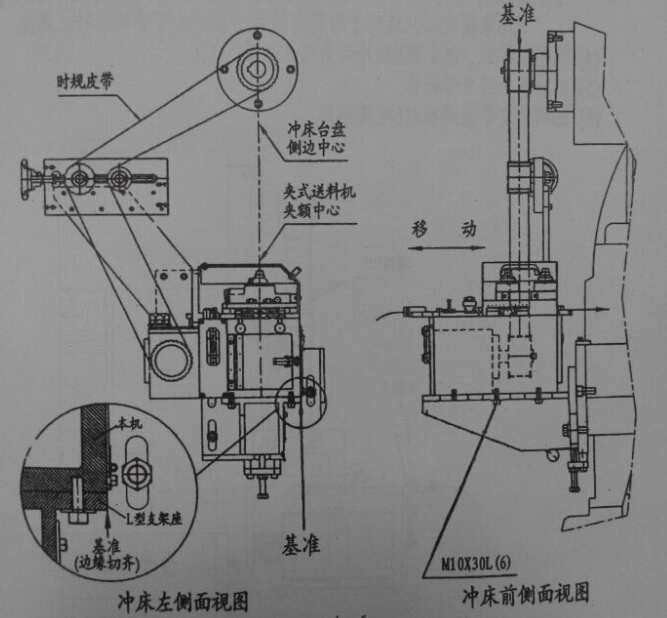
夾式送料機安裝圖紙
第三步、根據實際沖壓材料厚度,對夾式送料機進行料厚調整。
1、送料機之設定:手動閥Off(No.2),料厚指示環向左旋轉旋緊之0為0
2、人工調整:
a.移動座于高速沖床上死點(0°),手動閥On(No.1),材料松緊之間,向左旋0.05mm并固定之。
b.固定座于高速沖床上死點(180°)不放松,手動閥On(No.1),材料松緊之間,向左旋0.05mm并固定之。
第四步、根據沖壓工藝需求,調整好夾式送料機的送料步距。
1、高速沖床時間:90度(送料終點)。
2、松開M16螺母,以T型扳手調整至所需尺寸,并固定M16螺母。注:若夾式送料機出現送料步距不穩定時,請檢查送料步距調整螺絲固定環是否松動。
第五步、根據沖壓工藝需求,設定好夾式送料機的放松點位置。
1、夾式送料機放松時機:送料完成后,導正銷定位于材料。
2、松開放松凸輪之M8螺絲,調整放松線使其對準放松點,固定M8螺絲即可。









